

















机床铸件均采用一体式铸件。设计上采用先进有限元分析 技术,结构合理,布局优。且铸件经过二次时效处理,确 保机床加工长期稳定性。机床配备副主轴,可实现双主轴对接,提高加工精度和效 率,自动化程度更高。X、Z1、Z2 向均采用滚柱直线导轨。两线轨跨度大,稳定 性好,…


机床铸件均采用一体式铸件。设计上采用先进有限元分析技术,结构合理,布局优。且铸件经过二次时效处理,确保机床加工长期稳定性。
机床配备伺服尾座,控制更精准,自动化程度更高。X、Z1、Z2 向均采用滚柱直线导轨。两线轨跨度大,稳定性好,刚性强,机床精度保持良好。
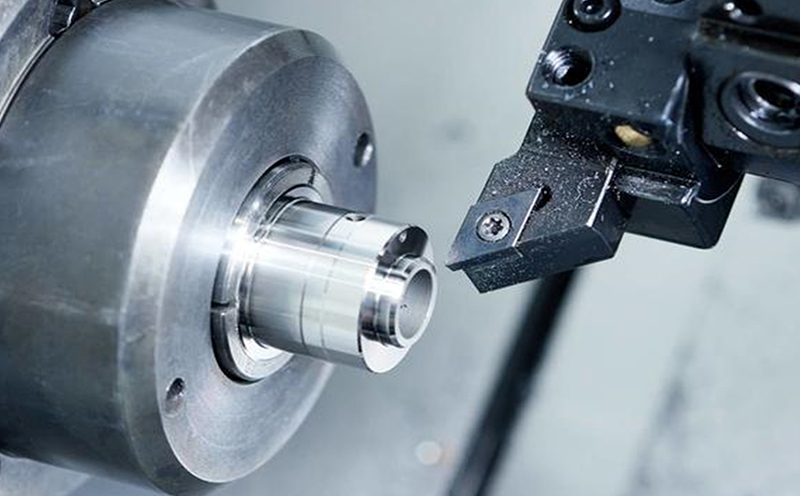
采用精密电主轴,具有高精度,高刚性,高转速,持久耐用。
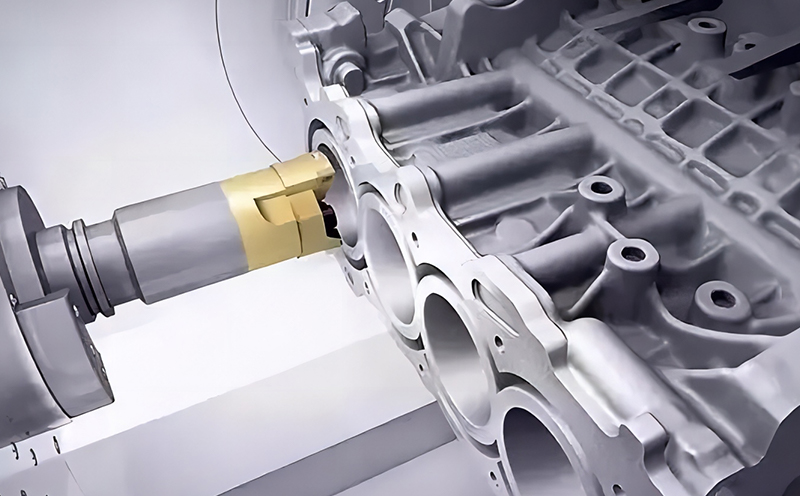
机床采用带Y 轴12工位动力刀塔。双向定位,换刀时间短,定位精度高,动力刀塔在90°在垂直的立柱拖板上上下移动。选配不同的动力刀座可以对工件进行钻,铣,攻丝等加工,可对复杂零件实行车铣复合型加工。
3轴丝杆采用精密进口滚珠丝杆,配合预拉伸工艺,热变形小,传动精度高。
丝杆支撑采用进口轴承,锁紧螺母采用高精度锁紧螺母。进一步提高机床加工精度。
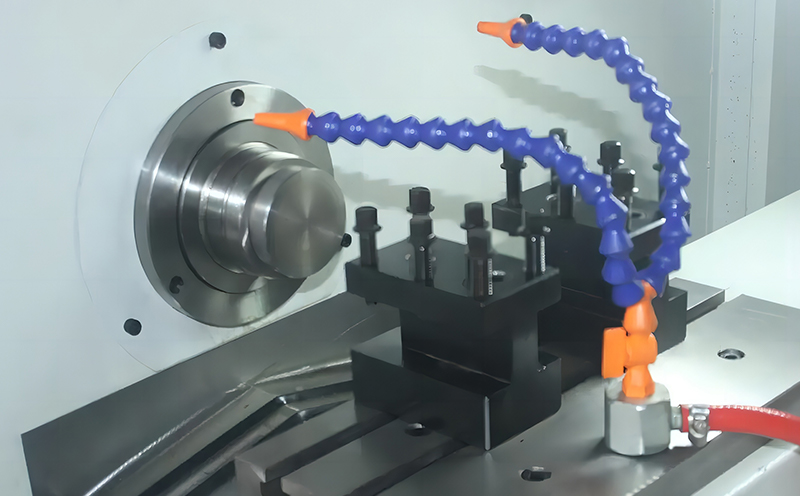
机床设计有侧排屑和后排屑两种方式。可供用户选取。
项目 | 单位Unit | 参数Parameters | 项目 | 单位Unit | 参数Parameters |
床身上最大工件回转直径 | mm | 中680 | Z轴行程 | mm | 555 |
拖板上最大回转直径 | mm | 中300 | Y轴行程 | mm | ±45 |
最大车削直径 | mm | φ410 | 尾座行程 | mm | 100-550 |
最大车削长度 | mm | 550 | X轴快移谏度 | m/min | 20 |
主轴电机功率 主轴最高转速 | kW rpm | 22.75 4300 | Z轴快移速度 尾座快移动速度 | m/min m/min | 20 20 |
主轴端部规格 主轴通孔直径 | N/A mm | A2-6 φ66 | 刀架形式 刀方规格/镗刀直径 |
mm | 12工位Y轴动力刀塔 25×25/φ40 |
X轴行程 | mm | 230 | 机床外形尺寸(长*宽*高) 机床重量(约) | mm kg | 2750×1850×2150 4800 |
◎控制系统:国内、国外系统(客户选配) ◎电主轴
◎滚柱线轨
◎12工位Y轴动力刀塔
◎8寸中空回转油缸
◎8寸中空三爪卡盘
◎液压制动器
◎冷却泵
◎自动润滑泵
◎机柜空调

机床铸件均采用一体式铸件。设计上采用先进有限元分析 技术,结构合理,布局优。且铸件经过二次时效处理,确 保机床加工长期稳定性。机床配备副主轴,可实现双主轴对接,提高加工精度和效 率,自动化程度更高。X、Z1、Z2 向均采用滚柱直线导轨。两线轨跨度大,稳定 性好,…

机床铸件均采用一体式铸件。设计上采用先进有限元分析技术,结构合理,布局优。且铸件经过二次时效处理,确保机床加工长期稳定性。X,Z向采用滚柱直线导轨。两线轨跨度大,稳定性好,刚性强,机床精度保持良好。采用精密电主轴,配进口轴承,具有高精度,高刚性,高转速,…

CXK320车削中心,采用机床机电一体化设计,机床主传动由伺服主轴电机驱动,主轴转动。主轴采用伺服主电机,调速范围大,可满足不同加工转速要求。机床主要运动部件采用直线导轨,滚珠丝杆螺母,拖板与水平面呈90,刚性好,受力大,精度高,运转平稳,在排水、排屑方面上有…
