为保障车铣加工中心加工精度,我们需做哪些?
为了使车铣加工中心加工的工件表面粗糙度符合加工要求,请注意以下几项,消防误差:
1. 车铣加工中心装夹与校正
工件必须装夹牢固,加工过程中不要产生松动与振动,如果装夹不牢固一定不要怕麻烦,立刻重新装夹。
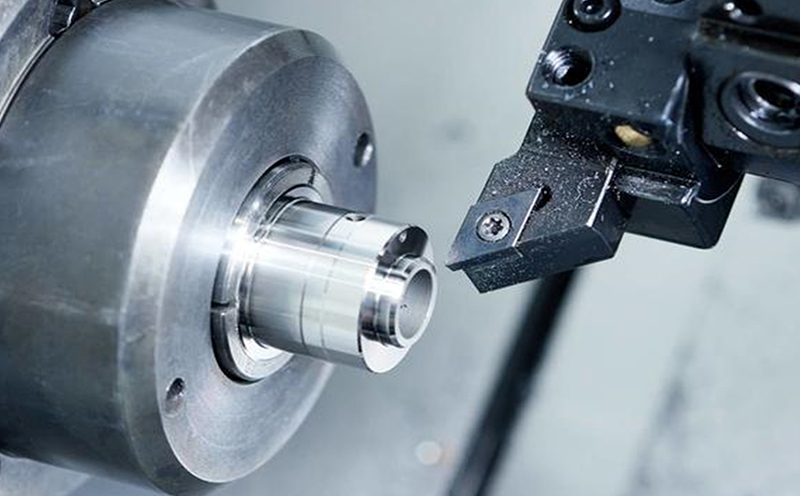
2. 车铣加工中心刀具
(1)刀具磨损后要及时修磨
(2)选择适合的主偏角、副偏角及刀尖圆弧半径刀具
(3)使用刚性好的刀具,确保加工过程中刀具不产生振动
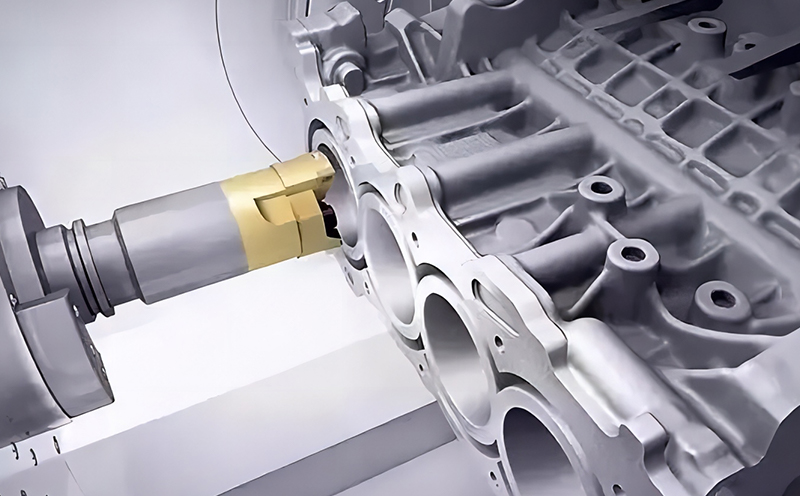
3. 车铣加工中心加工
(1)进给量不要过大,以免残留面积高度增高
(2)合格选择切削速度,避免产生积屑瘤。数控加工中心机床转速范围最大可达0—24000rpm。
(3)选择合适的背吃刀量(精加工余量),即不能过大也不能过小。
(4)Z向分层切深后要进行精加工,不要留有接刀痕迹
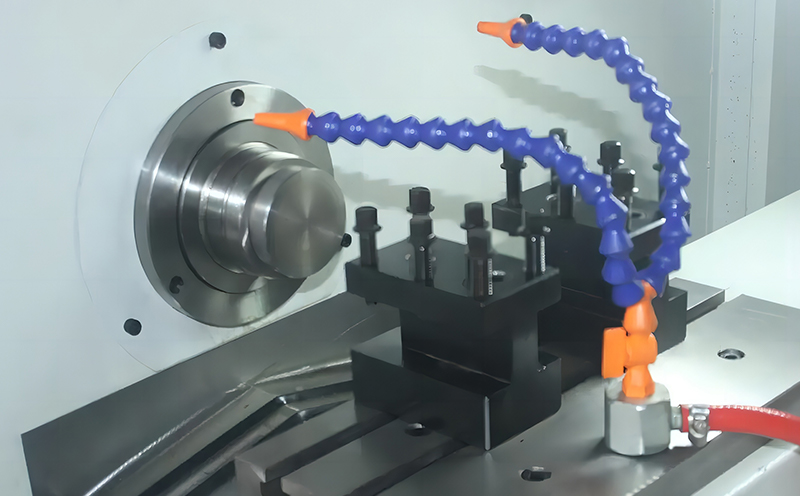
(5)切削液选择适当,并合理使用。
(6)加工过程中刀具不要停顿
4. 车铣加工中心加工工艺
(1)工件材料热处理得当,热处理工艺安排合理
(2)车铣加工中心采用适当的进给路线,精加工采用逆铣。